
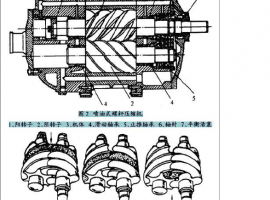
一、螺杆式制冷压缩机工作原理、运动与动作特征 螺杆式制冷压缩属于容积式制冷压缩机,它利用置于气缸内的一对相互啮合的阴阳转子在机体内作回转运动,周期性地改变转子每对齿槽问的容积来完成吸气、压缩、排气三个过程。 (一)吸气过程 当转子转动时,齿槽容积随转子旋转而逐渐扩大,并和吸入口相连通,由蒸发系统来的气体通过孔口进入齿槽容积进行气体的吸入过程。在转子旋转到一定角度以后,齿间容积越过吸入孔口位置与吸入孔口断开,吸入过程结束。 (二)压缩过程 当转子继续转动时,被机体、吸气端座和排气端座所封闭的齿槽内的气体,由于阴、阳转子的相互啮合和齿的相互填塞而被压向排气端,同时压力逐步升高进行压缩过程。 (三)排气过程 当转子转动到使齿槽空间与排气端座上的排气孔口相通时,气体被压出并自排气法兰口排出,完成排气过程。 由于每一齿槽空问里的工作循环都要出现以上三个过程,在压缩机高速运转时,几对齿槽的工作容积重复进行吸气、压缩和排气循环,从而使压缩机的输气连续、平稳。 二、螺杆式制冷压缩机的基本组成及特点 螺杆式制冷压缩机是一种开启式双螺杆压缩机。一对相互啮合的按一定传动比反向旋转的螺旋形转子,水平且平行配置于机体内部,具有凸齿的转子为阳转子,通常它与原动机连接,功率由此输入。具有凹齿的转子称为阴转子。在阴、阳转子的两端(吸气端和排气端)各有一只滚柱轴承承受径向力量,在两转子的排气端各有一只四点轴承,该轴承承受轴向推力。位于阳转子吸气端轴颈尾部的平衡活塞起平衡轴向力减少四点轴承的负荷的作用。 在阴、阳转子的下部,装有一个由油缸内油活塞带动的能量调节滑阀,由电磁(或手动)换向阀控制,可以在15%-100%范围内实现制冷量的无级调节,并能保证压缩机处于低位启动,以达到小的启动扭矩,滑阀的工作位置可通过能量传感机构转换为能量百分数,并且在机组的控制盘上显示出来。 为了使螺杆压缩机运行时其外压比等于或接近机器的内压比,使机器耗功最小,压缩机内部设置了内容积比调节滑阀,由电磁(或手动)换向阀控制油缸内油的流动推动油活塞从而带动内容积比滑阀移动,其工作位置通过内容积比测定机构转换为内压力比值在机组的控制盘上显示出来。 三、压缩机的拆装与检修 (一)拆卸 当压缩机需进行大修时,首先关闭吸、排气止回截止阀,从油分离器上的放空阀处抽走制冷剂,也可以从蒸发器底部接头通过收氟机把氟利昂收至空钢瓶。拆下联轴器,然后拆卸与压缩机相连的油管、压缩机脚板螺栓及压缩机吸、排气口连接螺栓,取出吸气过滤网,将压缩机用吊环螺钉吊到维修台上平放。 压缩机拆卸步骤如下: 1.拆卸内容积比测定机构; (1)拆下防护罩及垫片; (2)拆下电位器座及电位器; (3)拆下位移传递杆尾端的紧固套,拆下密封座,然后取出位移传递杆。 2.拆卸能量测定机构(该部件无故障时,可整体拆下)。(1)拆下防护罩及垫片; (2)拆下电位器座板、电位器、弹性联轴器,拆下油缸压盖及螺旋杆。 3.拆卸排气端座上阴阳转子孔的压盖。拆卸压盖上的螺钉时,为安全起见,可将任意两个基本对称的螺钉只旋出5-6mm,再将其余螺钉拆出,压盖密封面基本脱离排气端座后,最后拆除两个螺钉,取下压盖及碟簧。 4.取出阳转子侧的轴封座、轴封及阴转子侧的轴承压套。 5.用专用工具搬手旋下阴阳转子上的圆螺母,用专用拉钩提出四点轴承和内外调整圈。 6.用吊钩紧钩住排气端座上的吊环螺钉,拆除排气端座与机体的联接螺钉,用4个螺栓拧入排气端座法兰面上的4个螺孔内,平行地顶起排气端座至脱离两个圆柱销,将排气端座连同滚柱轴承外圈以及滚柱一同平稳地移出。在这个过程中要注意防止排气端座的内孔与转子互相碰伤。 7.用0.1-0.3MPa压力的气体,接管至油缸上SC 2接口,将能量油活塞吹出至油缸端部,旋松用于固定能量油活塞的圆螺母(注意只能旋松圆螺母而不能旋下,并且这个过程中要注意保持油缸内的压力)。泄掉油缸内压力,待能量油活塞退进油缸内部贴紧隔板时,旋下能量油活塞前的圆螺母,取出能量油活塞。拆除油缸与吸气端座的联接螺钉,将螺栓拧入油缸法兰上的顶丝孔内,平行地顶起油缸至脱离两个圆柱销,平稳地移出油缸。 8.用专用扳手卸下固定内容积比油活塞的圆螺母,拆下内容积比油活塞。 9.取出吸气端座中的阴、阳转子的密封盖,取出平衡活塞套及平衡活塞。 10.将压缩机吸气端座朝下竖立,平稳地吊出阴、阳转子。 11.拆卸吸气端座与机体的联接螺钉及定位销,用两只吊环对称拧入机体上的螺孔内,吊起机体。此时拆卸完毕,仅滑阀托瓦留在机体上,能量滑阀和滑阀导杆仍为一体,一般无需再拆卸,油缸内隔板也不拆卸。 12.若滚柱轴承需要更换,则拆下两转子上的轴承内圈及吸、排气端座内的轴承外圈。 (二)检查 1.检查机体的转子孔及滑阀孔、滑阀表面、转子表面及两端面以及吸、排气端座是否有磨擦痕迹。 2.测量机体的转子及滑阀孔、转子外圆、滑阀外圆等尺寸(取上、中、下三处)并做好记录。 3.检查滚柱轴承、四点轴承以及碟簧的状况。 4.检查轴封动、静环磨擦情况及动静环上“0”形密封圈。 5.检查密封件及全部“0”形圈。 (三)修理 1.机体的转子孔及滑阀孔内表面、滑阀表面、转子表面及两端面以及吸、排气端座有不太严重的磨损及拉毛时,可用砂布或油石磨光,若拉毛严重,可在机床上修光。 2.机体和转子的磨损量太大时,需根据实际情况更换或单配。 3.轴承磨损过大或损坏时,应予更换。注意新换轴承的保持架应耐氨或耐氟并且型号应与原轴承型号一致。 4.动环和静环的密封面有划痕、烧伤、拉毛时,应重新研磨。“0”形密封圈有变形、破损、老化时,应更换。 5.转子与排气端面间隙若超过给定值,可由调整圈20、21调整。 (四)装配 装配步骤与拆卸时相反,装配时要注意: 1.装配前应将所有零件彻底清洗,并用绸布擦干运动部位,配合表面涂上清洁的冷冻机油,橡胶圈、密封纸垫涂上黄蜡油。 2.自始至终保持清洁,切忌金属屑、木屑、棉纱落入机内。 3.本机器的平面密封与某些接头的密封是采用厌氧性密封胶。机器拆卸后,应将表面一层薄胶刮净。装配时,将密封面平放,表面用清洗剂清洗干净,不能有任何油污,待表面干燥后,在密封面上涂一层很薄的厌氧胶,装配后,应静放一段时间,待厌氧胶干燥后,才能将机器翻身,否则,未凝固的厌氧胶将流到机器的运动部分,影响运转。 |
|
Copyright © 2001-2010 Zhilengwang.Cn All Rights Reserved. 中国制冷网-版权归山东瑞华制冷设备有限公司所有 |


 鲁公网安备 37131202371556号
鲁公网安备 37131202371556号